What Are the Common Problems in a Freezing Chamber?
29 / 04 / 2026

In modern manufacturing, efficiency and reliability are paramount. Factory-tested components such as condensers, evaporators, axial fans, and resistances are essential to streamline production and maintain optimal system performance. These components undergo rigorous testing and quality control processes before being implemented in production systems, ensuring they meet the highest standards of durability, efficiency, and safety. By integrating factory-tested components into their systems, manufacturers can reduce downtime, lower maintenance costs, and enhance overall productivity.
Factory-tested components contribute significantly to the optimization of production workflows by minimizing potential failures and ensuring continuous, efficient operation. For instance, factory-tested condensers and evaporators provide optimal heat exchange and cooling solutions, crucial for maintaining temperature control in sensitive industrial processes. Additionally, axial fans and resistances ensure that airflow and electrical resistance are regulated precisely, enhancing system efficiency and extending equipment lifespan. The incorporation of these components into production systems helps manufacturers achieve their operational goals with greater precision and reliability.

Factory-tested equipment is designed to meet the specific needs of industrial manufacturing environments. The testing process ensures that each component is capable of withstanding the stresses and demands of continuous operation. Factory-tested condensers, evaporators, axial fans, and resistances undergo performance assessments that simulate real-world conditions, allowing manufacturers to detect and address potential issues before they occur in the field. This proactive approach to quality control helps prevent costly disruptions and ensures that systems operate at peak performance.
Moreover, factory-tested components provide manufacturers with confidence in the reliability of their equipment. With extensive testing in place, businesses can reduce the risk of equipment failure and minimize the chances of downtime that can severely impact production schedules. This added reliability leads to smoother operations and cost savings in the long run, as less maintenance and fewer replacements are required. Factory-tested equipment also helps ensure compliance with safety standards and regulatory requirements, contributing to safer work environments for employees.
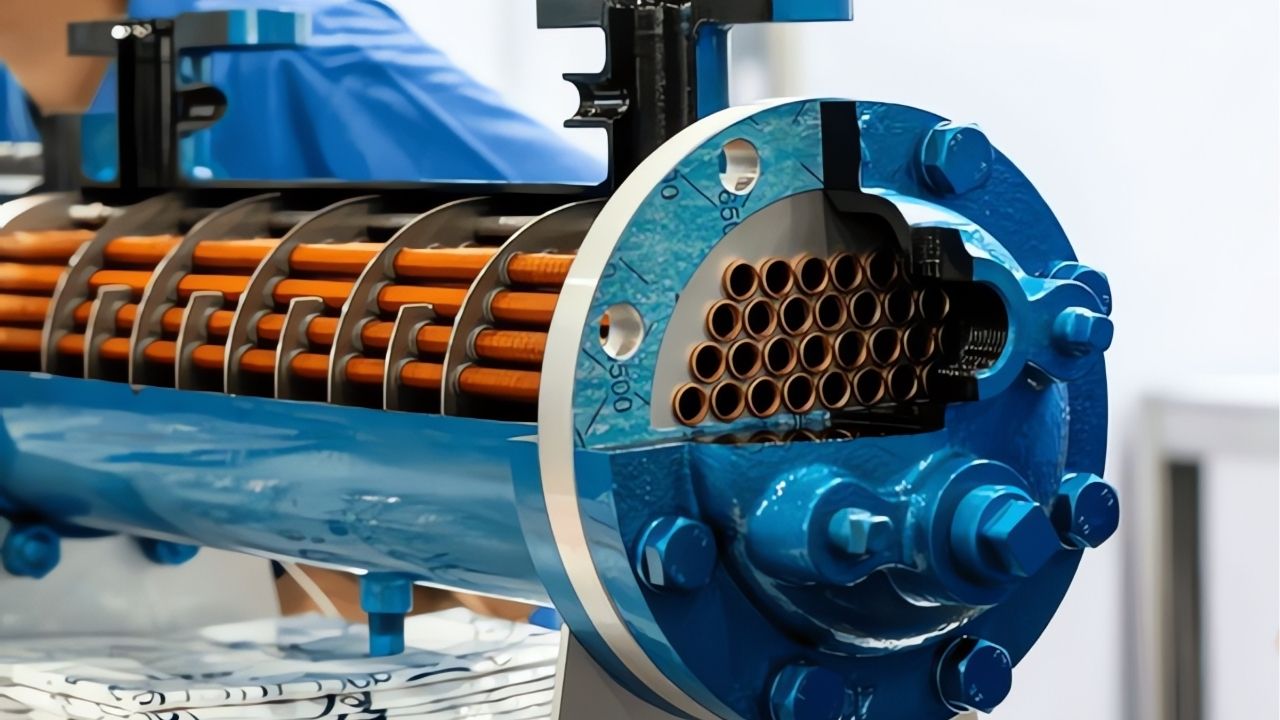
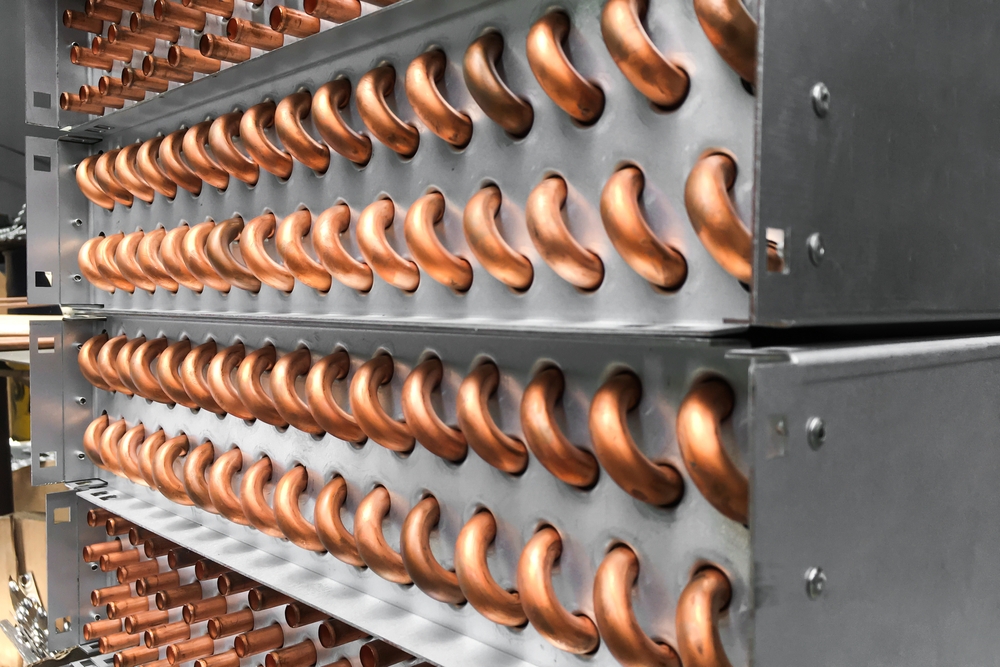
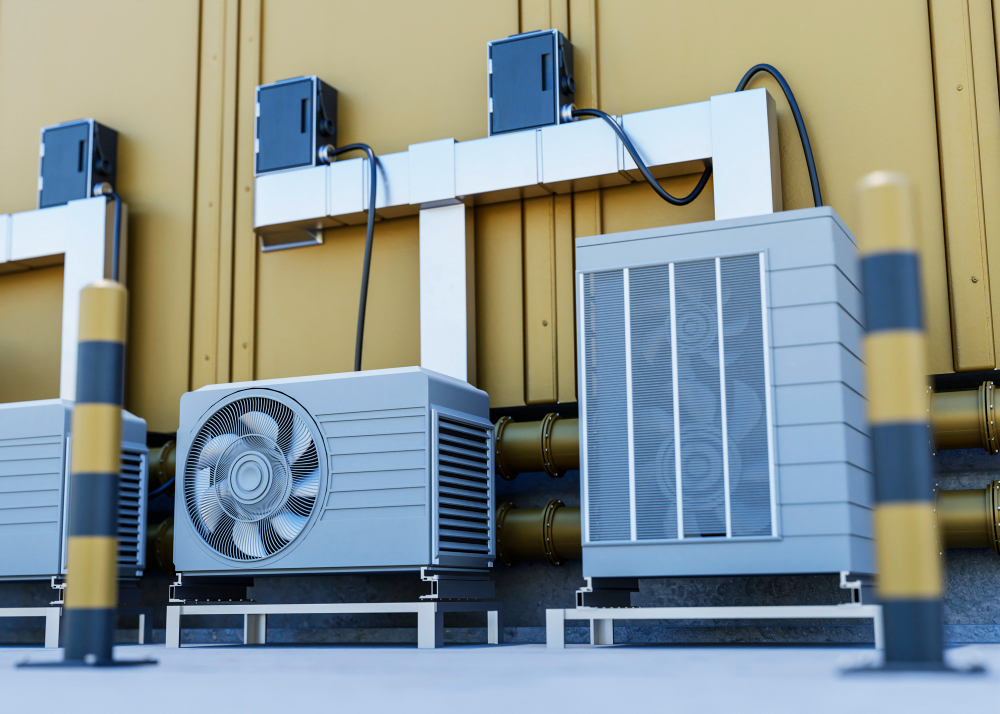
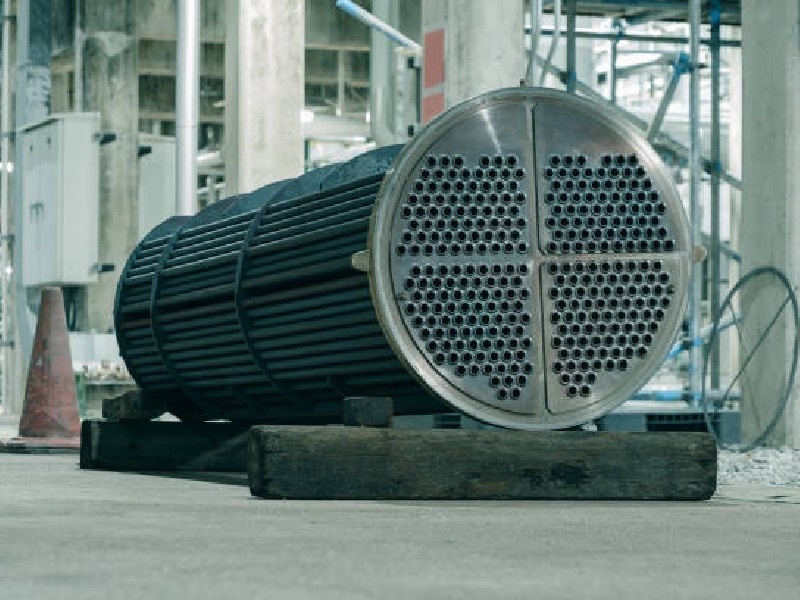
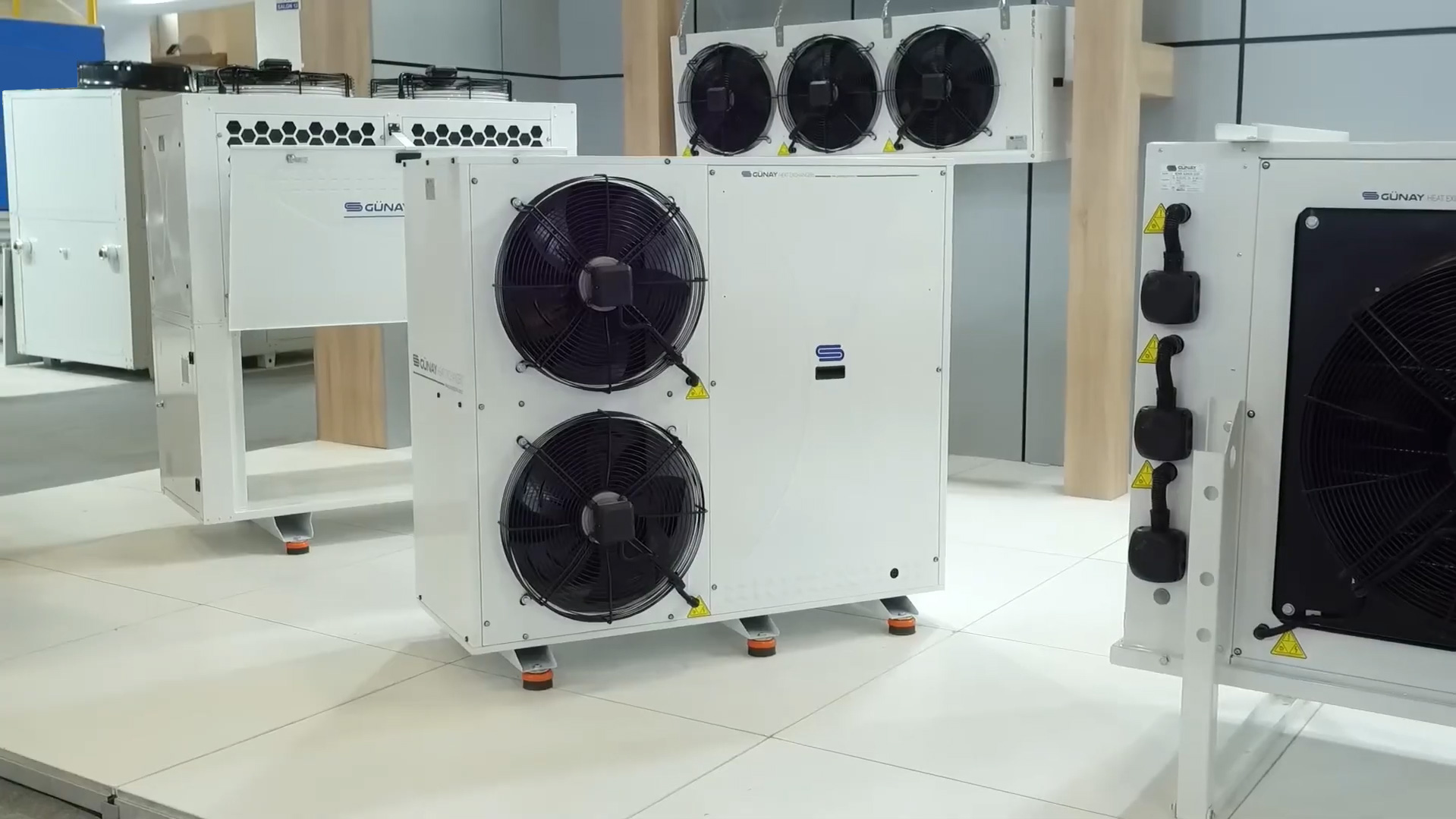
Condensers are essential for maintaining temperature control in various industrial applications. By transferring heat from the production system to a cooling medium, condensers ensure that machinery and processes remain within their optimal temperature range. In manufacturing, overheating can lead to reduced efficiency, equipment damage, or even system failure. Factory-tested condensers are specifically designed to handle high heat loads, providing efficient and reliable cooling solutions.
Factory-tested condensers undergo rigorous evaluations to ensure that they can withstand the demanding environments in which they are used. This includes testing for thermal efficiency, durability, and resistance to environmental factors such as humidity and corrosive elements. By using factory-tested condensers, manufacturers can enhance production efficiency, reduce energy consumption, and ensure the longevity of their equipment. Additionally, these condensers help minimize the risks of overheating, leading to smoother and more consistent operations in production systems.
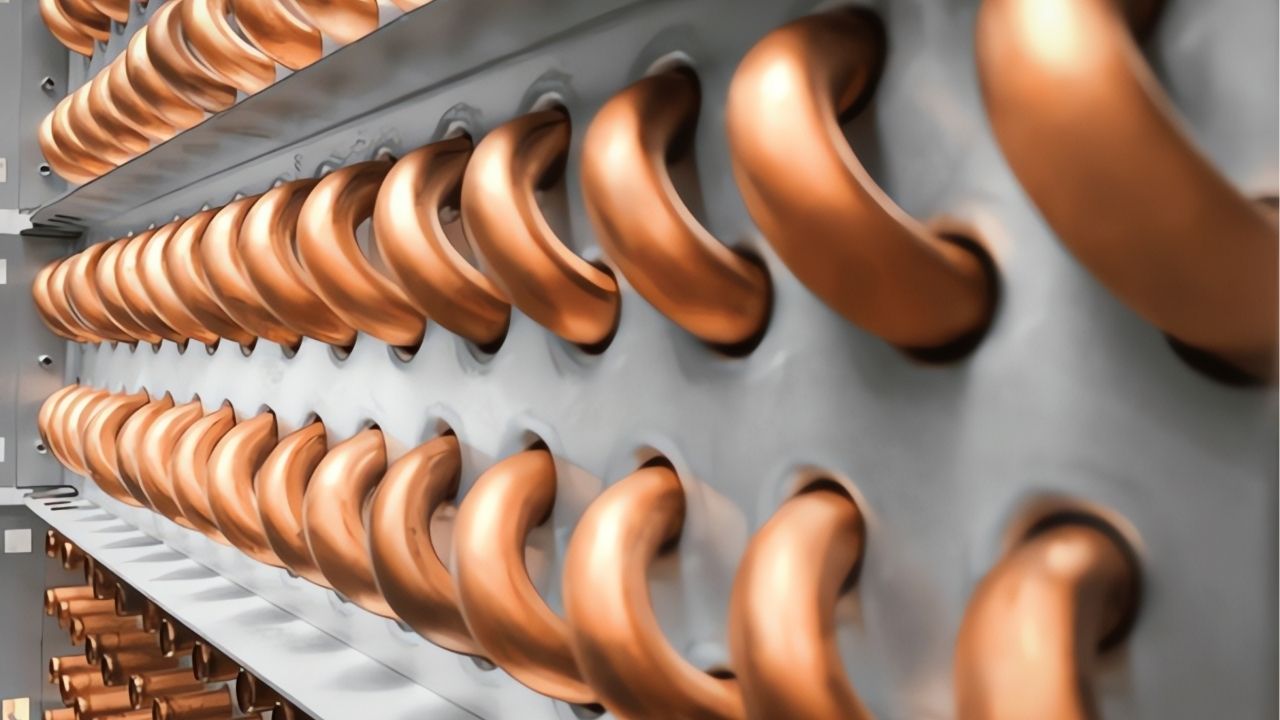
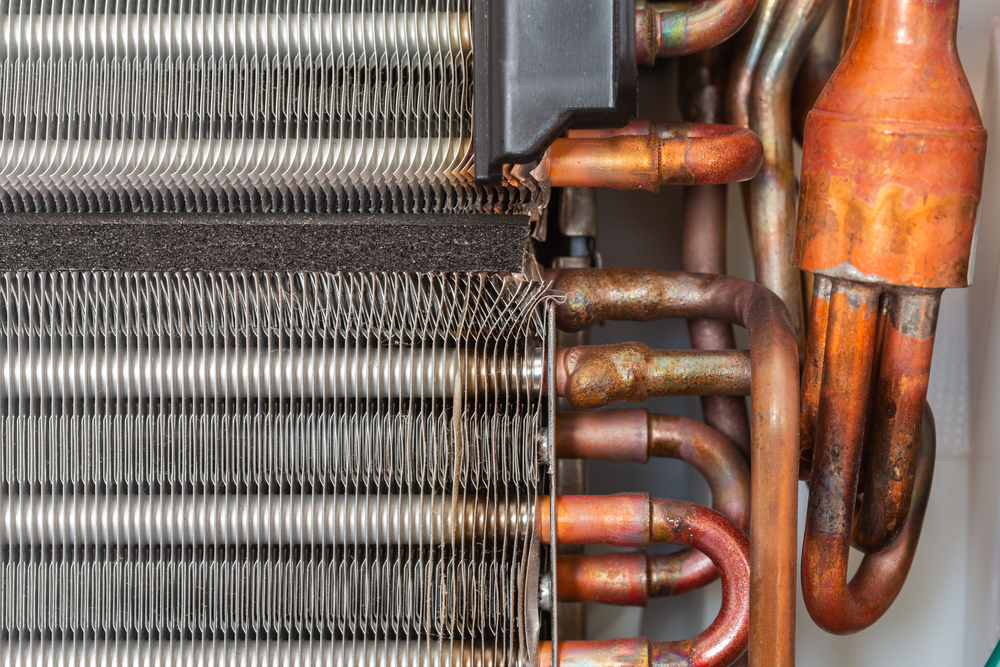
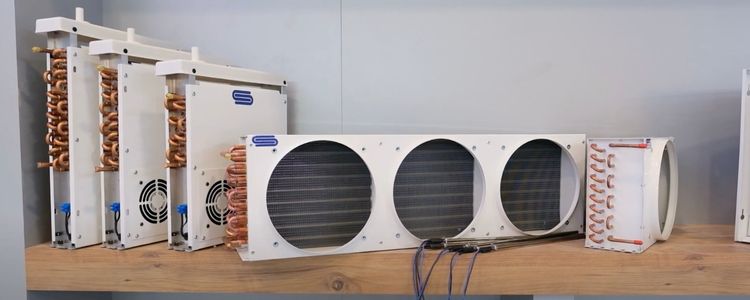
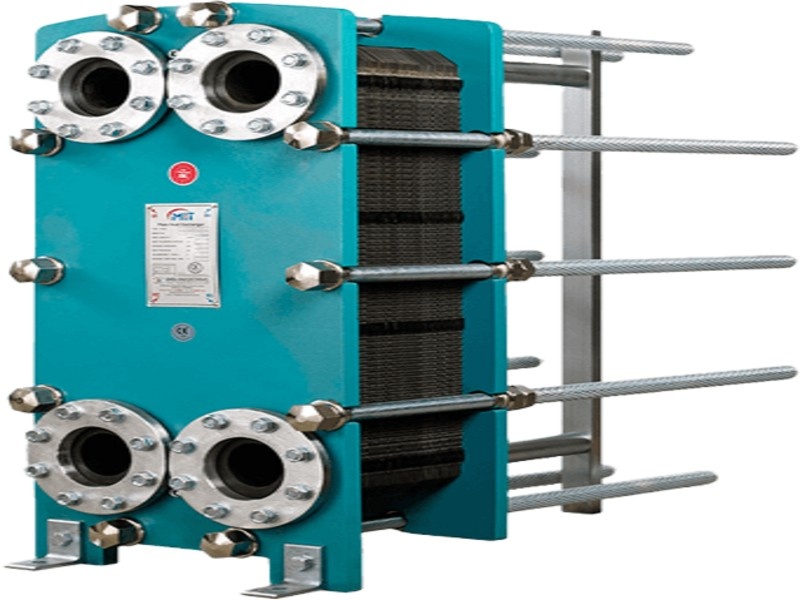
Evaporators play a crucial role in optimizing cooling processes within manufacturing systems. They facilitate the transfer of heat from a system by vaporizing a coolant, which then absorbs excess heat. The efficiency of the evaporator directly impacts the overall performance of the system. Factory-tested evaporators are engineered to maximize heat transfer, ensuring effective cooling and preventing overheating that could disrupt production.
These advanced evaporators are rigorously tested for performance and reliability, ensuring they deliver optimal cooling across a variety of applications. Factory testing includes evaluating the evaporator’s capacity to function efficiently in different temperatures and pressure conditions. By incorporating factory-tested evaporators into manufacturing systems, businesses can achieve better temperature regulation, increase operational efficiency, and enhance product quality. Additionally, these evaporators contribute to reducing energy costs by optimizing the cooling process, making them a vital component in modern, energy-efficient manufacturing setups.
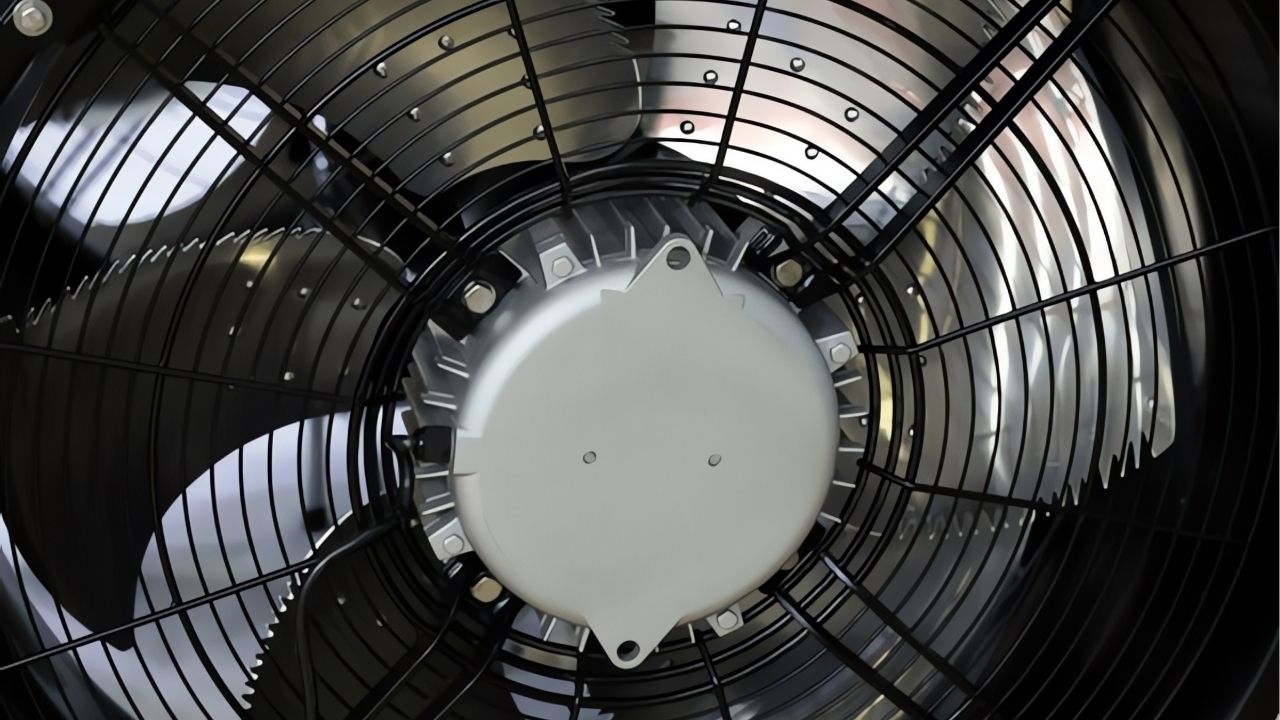
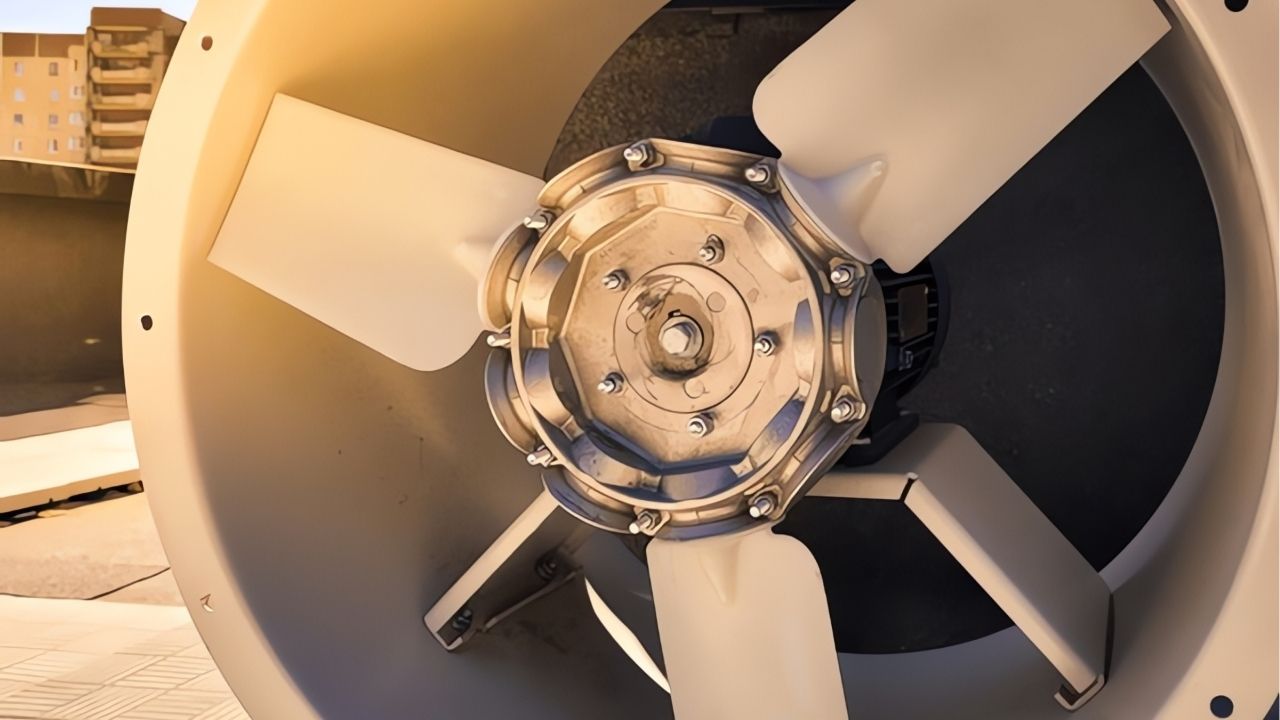
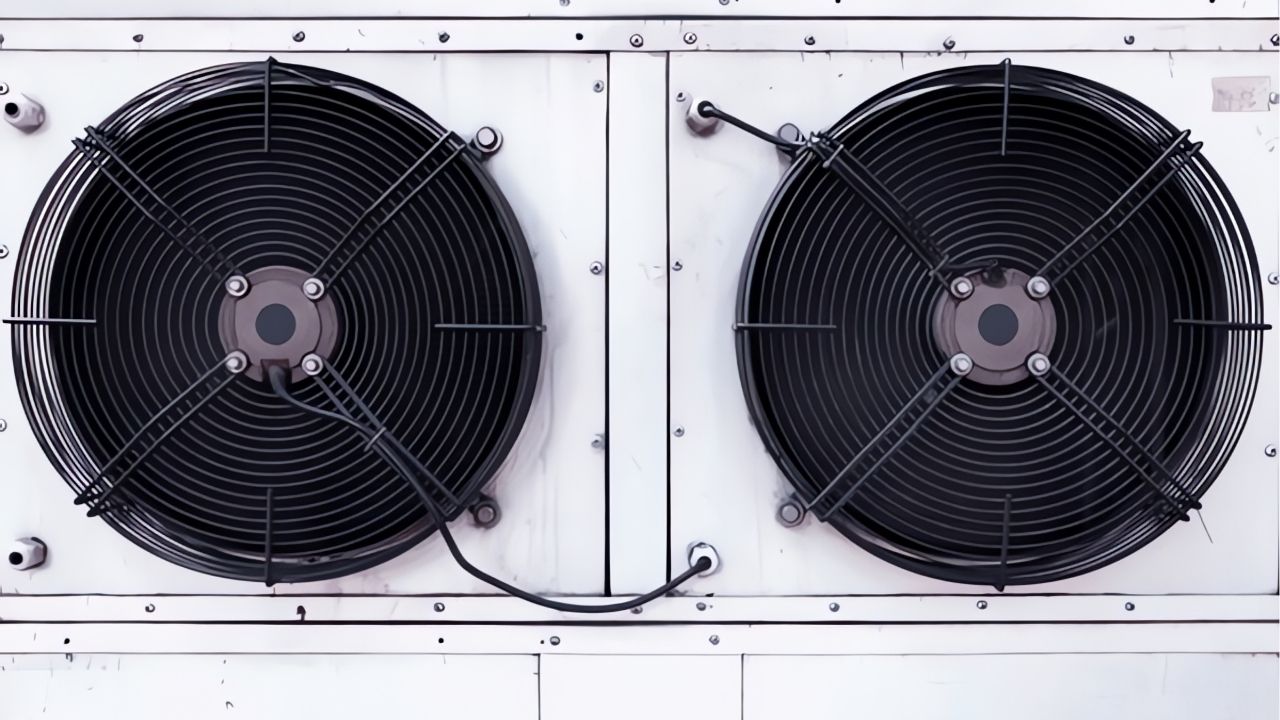
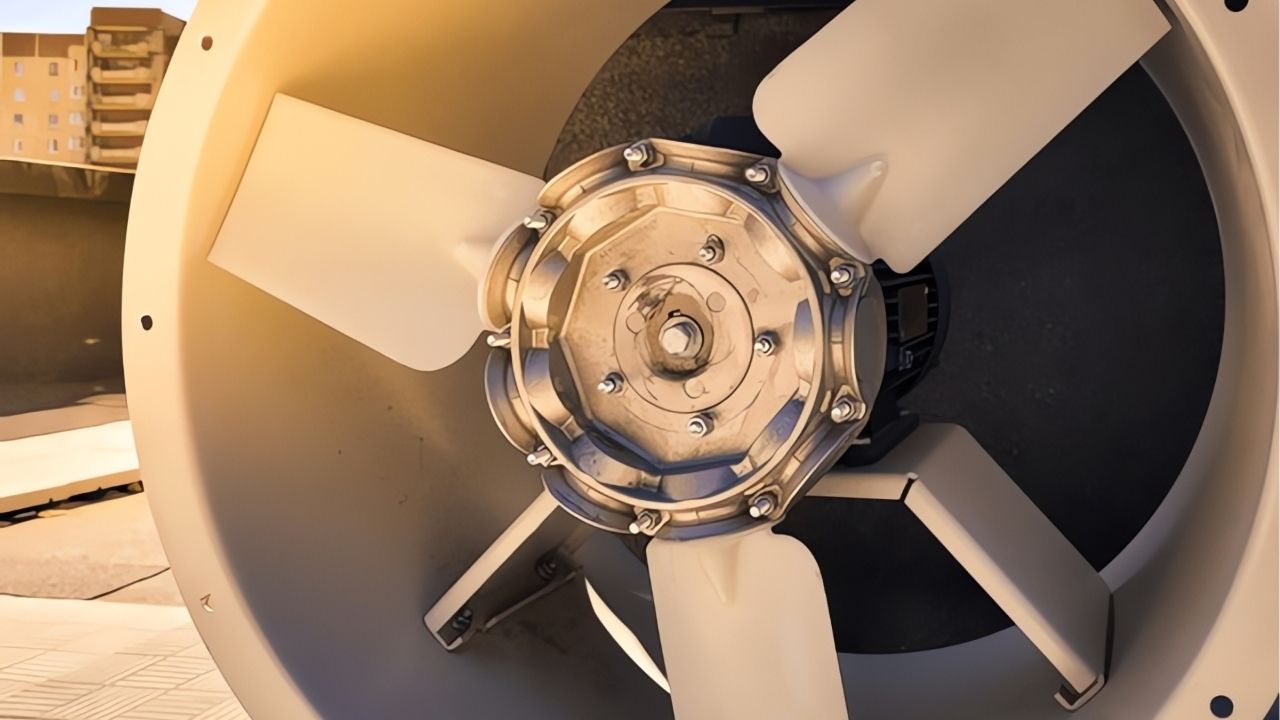
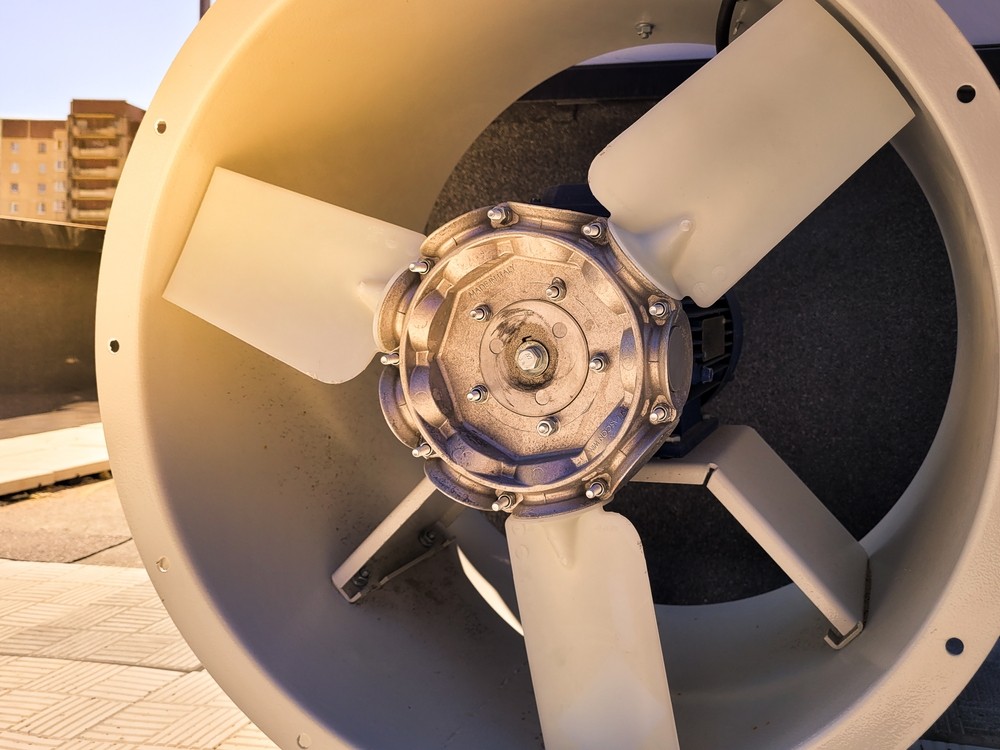
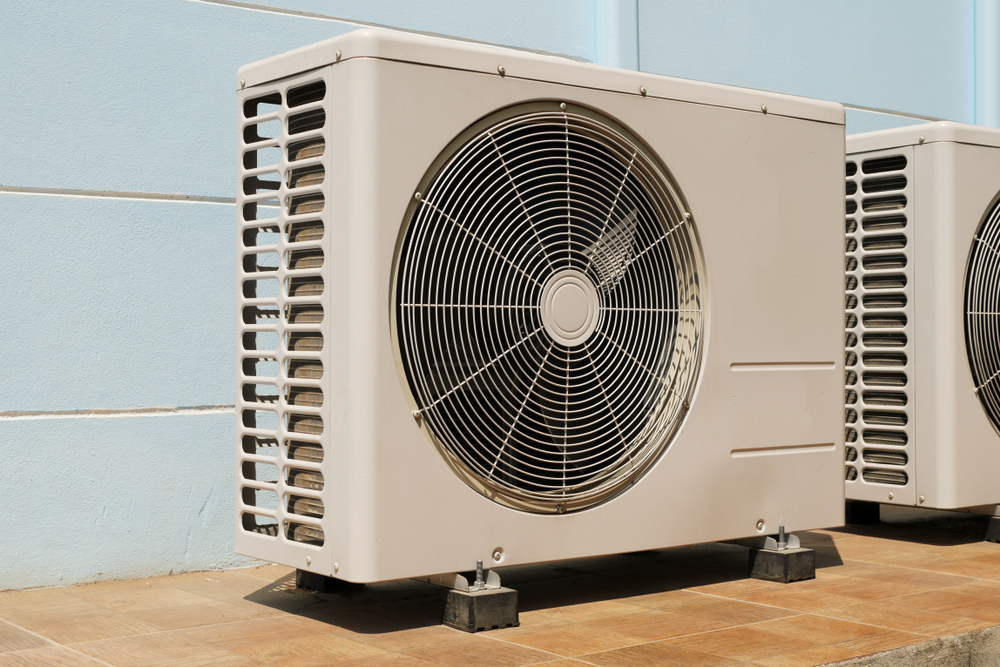
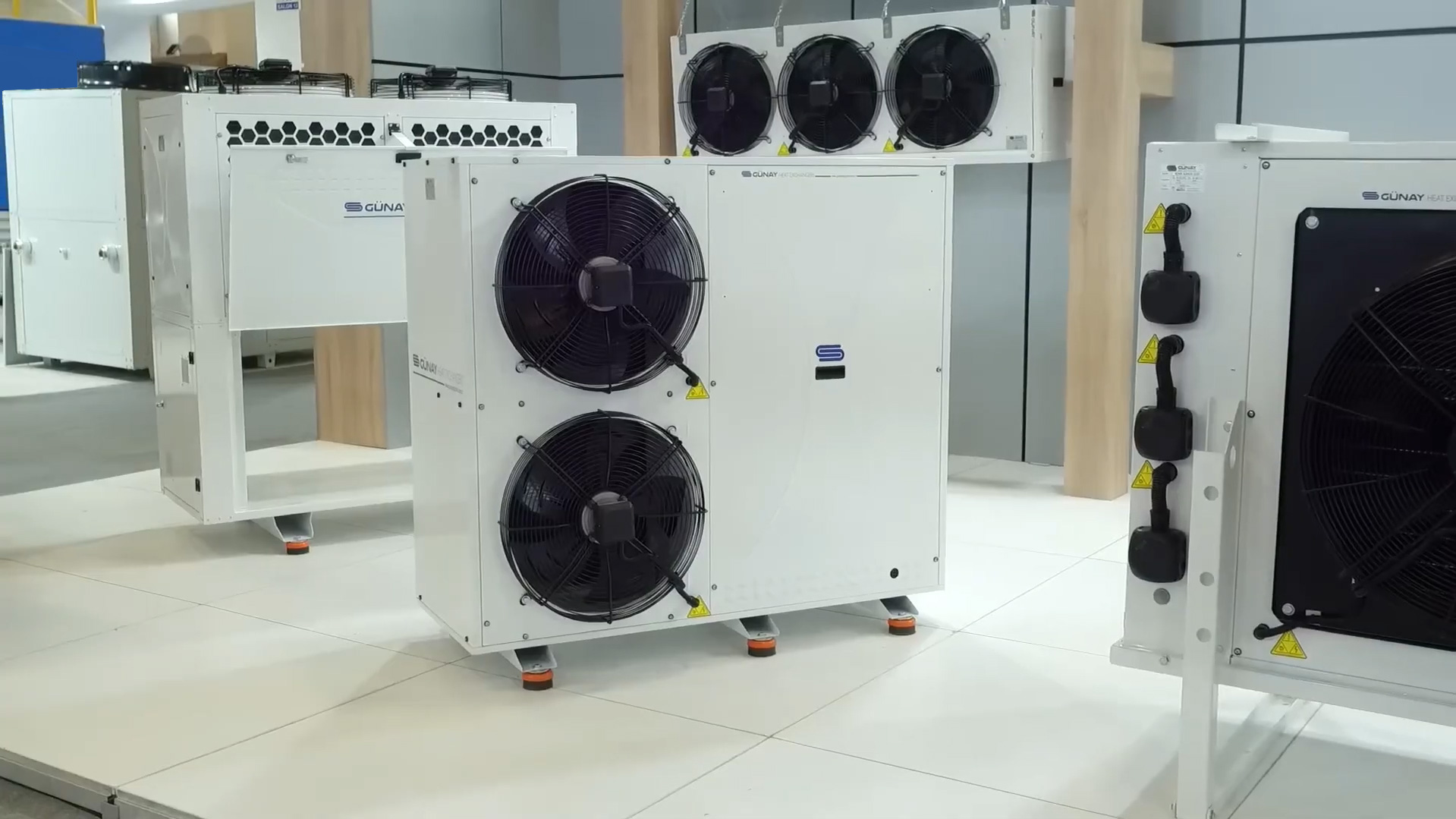
Axial fans are critical in ensuring the proper airflow within industrial systems, which is necessary for maintaining optimal conditions in production environments. These fans are designed to move air efficiently, supporting the cooling process and helping to regulate temperature and humidity levels. In factory settings, proper airflow is essential for preventing overheating and maintaining a safe working environment. Factory-tested axial fans are designed to provide maximum airflow, ensuring that systems remain efficient and well-ventilated.
Factory-tested axial fans are built for durability and efficiency, with rigorous testing to ensure they perform reliably even in demanding conditions. These tests evaluate the fan's airflow capacity, noise levels, and energy consumption, ensuring that they meet the specific needs of manufacturing environments. By incorporating factory-tested axial fans into production systems, manufacturers can optimize airflow, improve ventilation, and enhance the overall performance of their operations. The result is a more efficient production environment, with better temperature and humidity control that contributes to product quality and employee comfort.
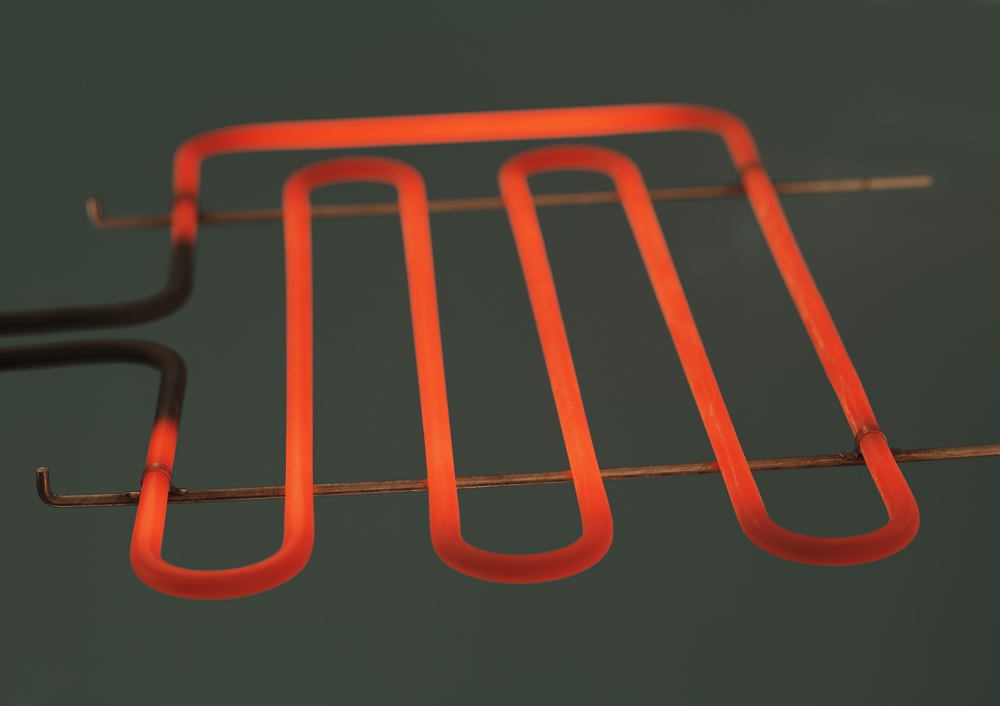
Resistances are essential components in electrical circuits and systems used in industrial manufacturing. They regulate the flow of electricity, protecting sensitive equipment from electrical surges and ensuring that power is distributed efficiently. In manufacturing systems, resistances play a crucial role in maintaining the stability of electrical components, preventing overheating and ensuring the smooth operation of equipment. Factory-tested resistances are designed to meet the exact specifications required by industrial applications, providing reliable performance over time.
Factory testing ensures that resistances can handle the demands of high-power applications, providing optimal performance in critical manufacturing processes. These resistors are tested for their power rating, tolerance, and resistance values, ensuring they function as expected even under extreme conditions. By selecting factory-tested resistances, manufacturers can reduce the likelihood of equipment failures, optimize electrical efficiency, and improve the safety of their systems. The right resistances contribute to more stable electrical circuits, reducing the need for frequent maintenance and enhancing the overall efficiency of production systems.

Fill out the form to discover the most suitable high-end products for your projects. Contact Us Now.
Fill out the form now not to miss our special offers for you! The latest discover our products and innovations.
Fill out the form now not to miss our special offers for you! The latest discover our products and innovations.