Evaporator Manufacturer
Evaporator Manufacturer: The Heart of Cooling Systems and Innovative Solutions
The evaporator, a cornerstone of modern cooling technology, plays a critical role in both domestic and industrial applications. Evaporator manufacturer companies lead the industry by delivering energy-efficient, eco-friendly, and durable solutions. In this article, we’ll dive into the working principles of evaporators, their types, applications, key considerations for selecting a manufacturer, and the latest technological trends. Our goal is to provide comprehensive and up-to-date insights into cooling systems, helping you identify the best solutions for your business needs.
What Is an Evaporator and How Does It Work?
An evaporator is a heat exchanger in a cooling system that facilitates the evaporation of liquid refrigerant, absorbing heat from the surrounding environment. This process cools the environment and is a fundamental step in the refrigeration cycle. The evaporator allows low-pressure liquid refrigerant to absorb heat and transition into a gaseous state. During this process, heat from the surrounding air or liquid is transferred to the evaporator’s surface. For instance, in a refrigerator, the evaporator generates the cool air that keeps the interior chilled. Similarly, in an air conditioning unit, it cools warm air to provide a comfortable indoor environment. The efficiency of an evaporator directly impacts the overall performance of the system, which is why evaporator manufacturer companies focus on developing designs with high heat transfer coefficients, durability, and energy efficiency.

Types of Evaporators and Their Technical Features
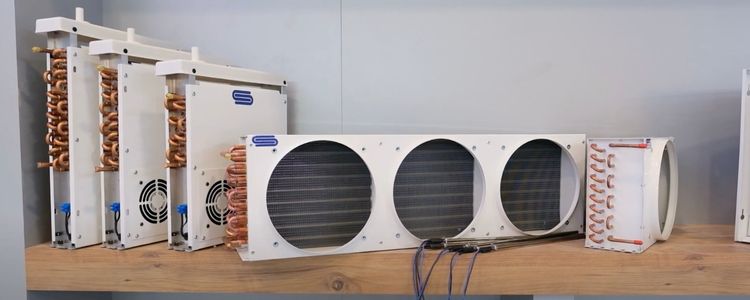
Various types of evaporators are designed to meet specific application needs. Evaporator manufacturer companies optimize this diversity to offer tailored solutions for different industries. Here are the most common evaporator types and their technical characteristics:
- Bare Tube Evaporators: Featuring a simple and cost-effective design, these evaporators are typically used in small-scale cooling systems. Their low cost and easy maintenance make them ideal for household refrigerators.
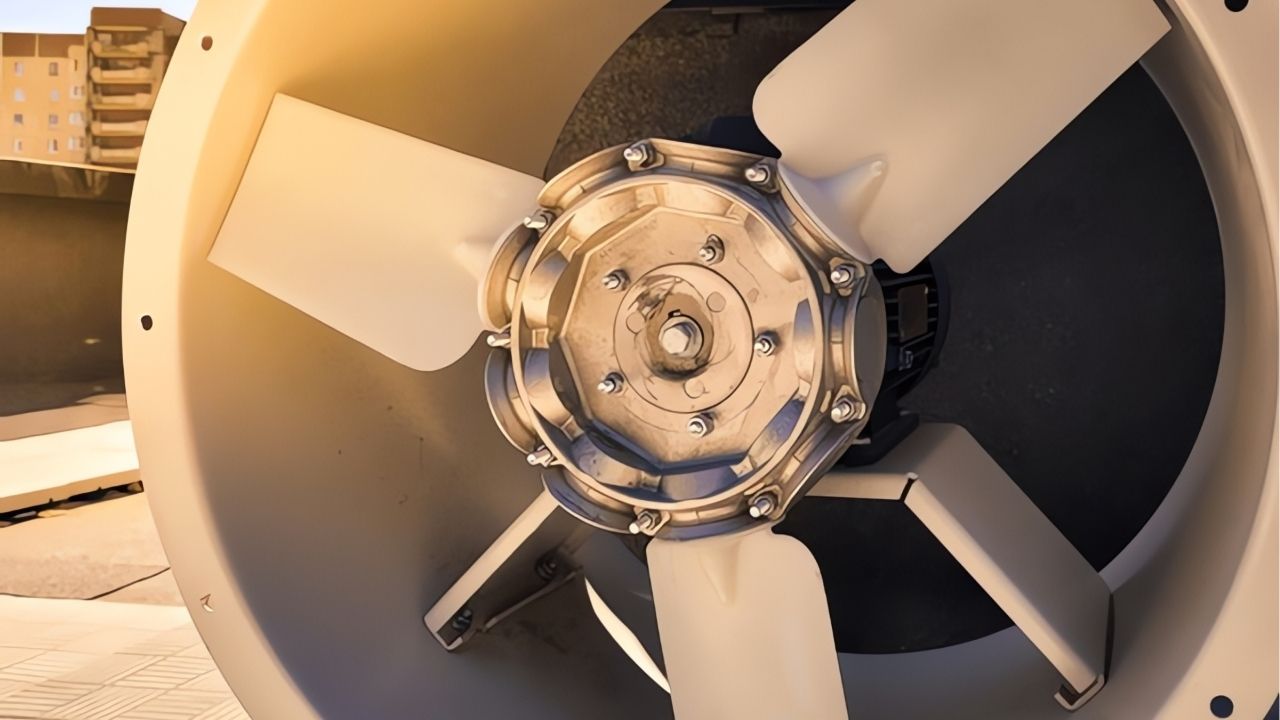
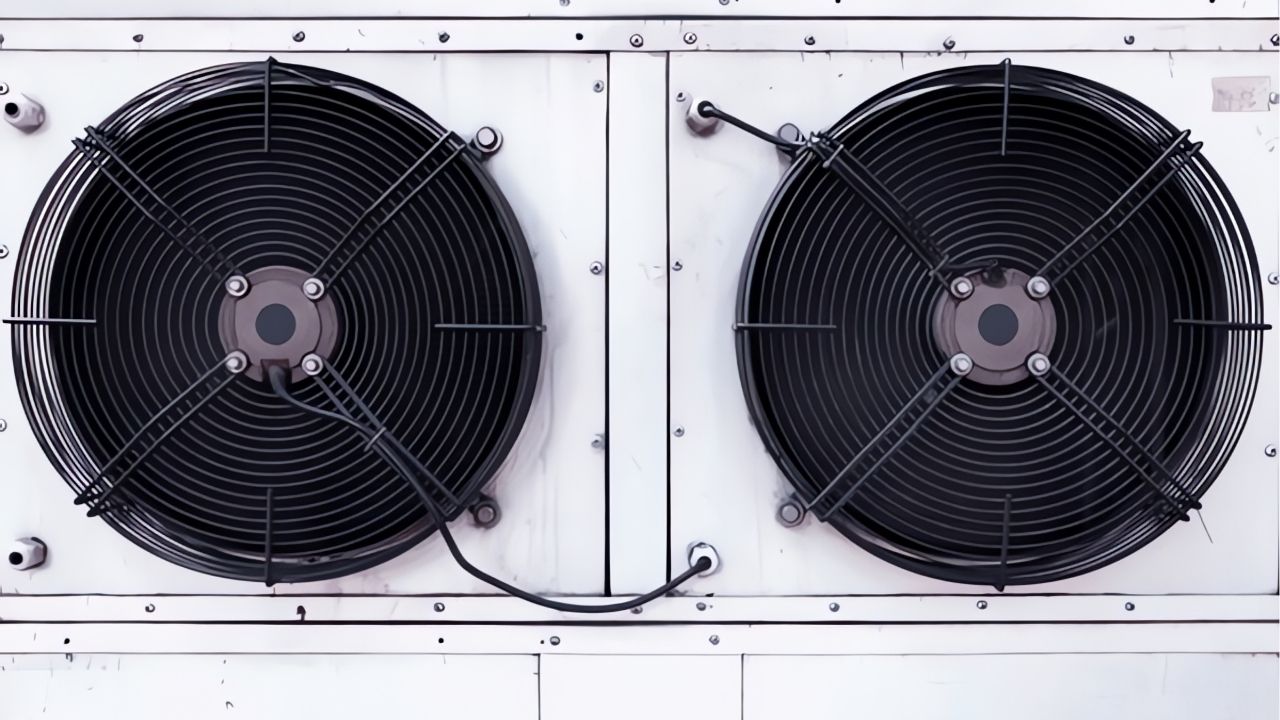
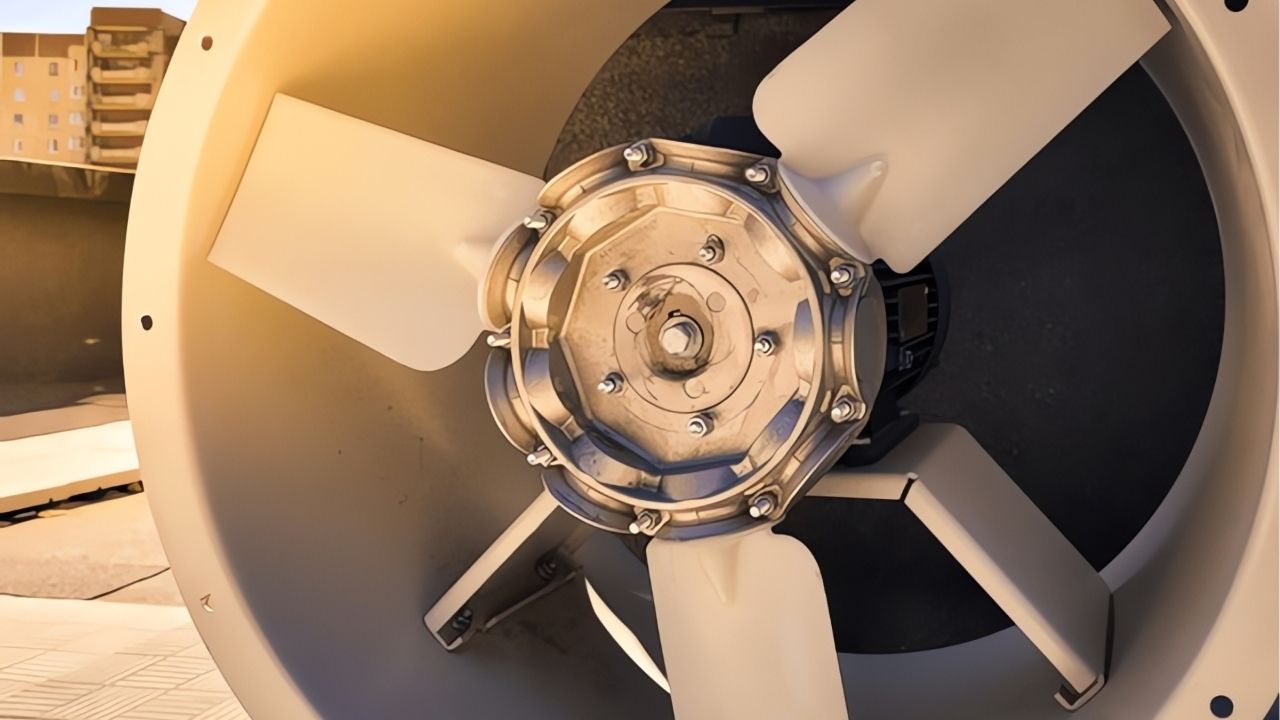
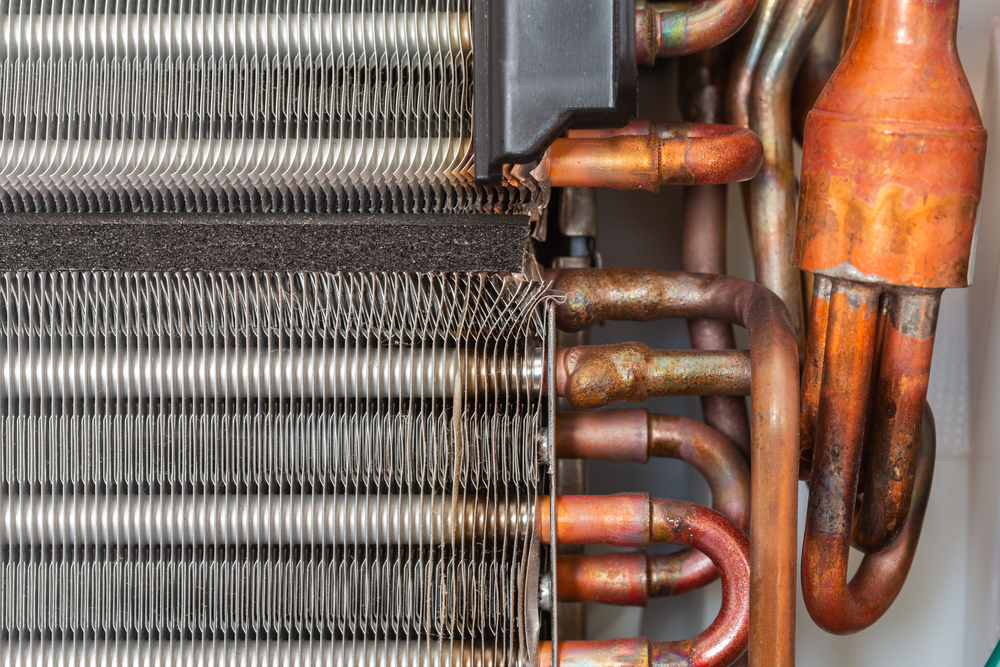
- Forced Air (Finned) Evaporators: Equipped with fans to circulate air rapidly, these provide uniform cooling. They are commonly used in commercial cooling systems, such as supermarket cold storage units.
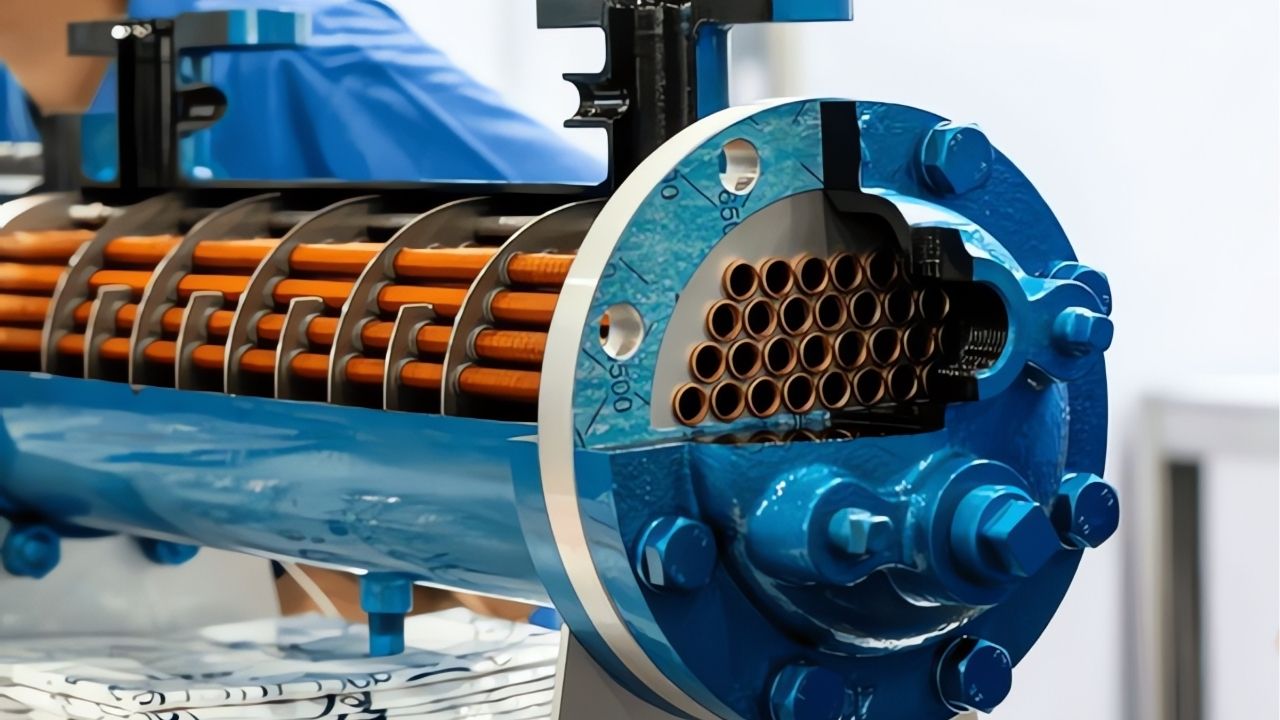
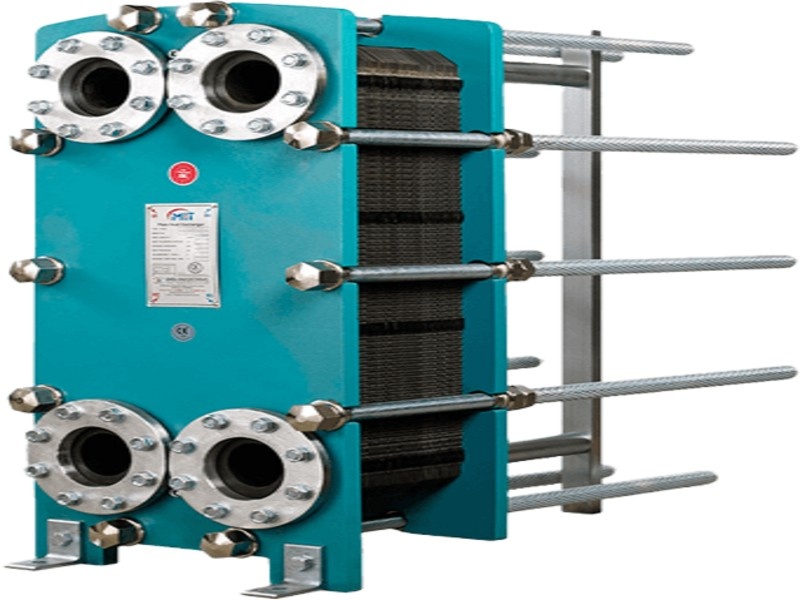
- Plate Evaporators: Known for their compact design and high heat transfer efficiency, plate evaporators are popular in industrial applications requiring energy savings. Companies like Alfa Laval lead in innovative designs for these systems.
- Flash Evaporators: Designed for concentrating high-viscosity liquids, these are widely used in the food industry for processing fruit juices or dairy products.
- Falling Film Evaporators: Ideal for concentrating large volumes of liquid, these create a thin liquid film to optimize heat transfer and energy efficiency.
- Dry Expansion Evaporators: These enable controlled refrigerant evaporation, making them suitable for systems requiring precise temperature control.
- Cellulosic Evaporators: These perform well in humid environments and are often used in marine or high-humidity industrial settings.
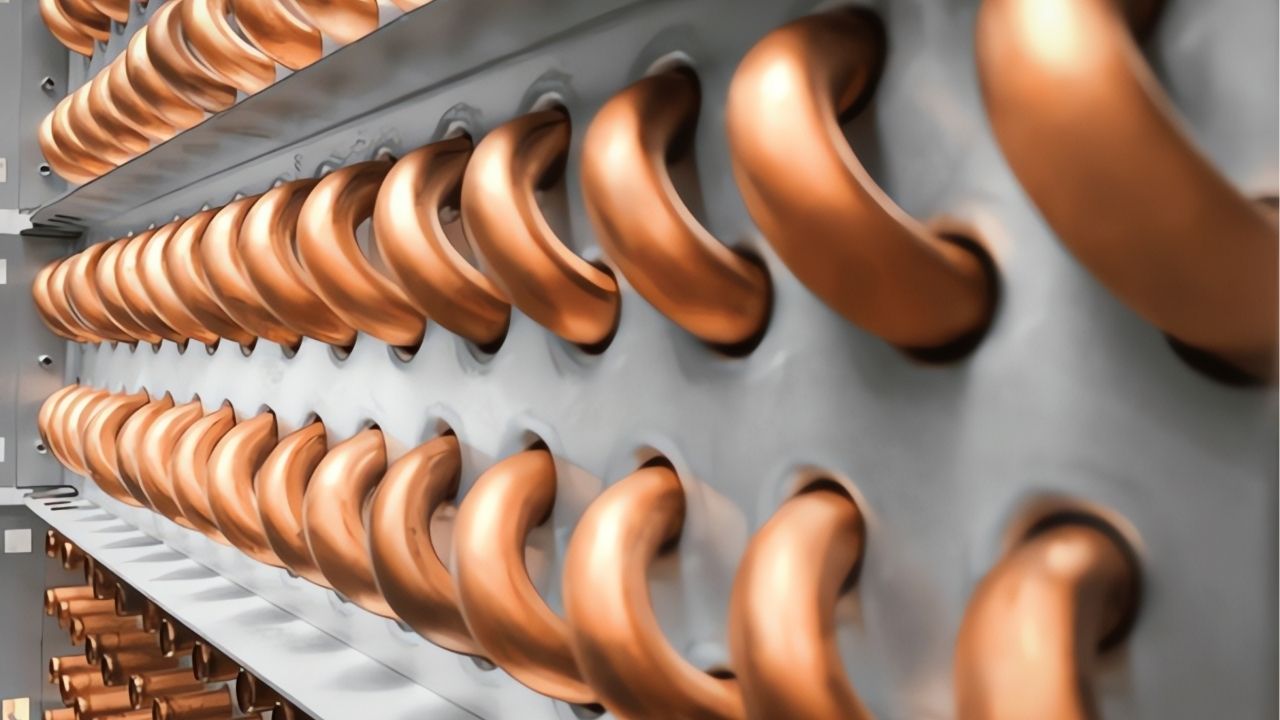
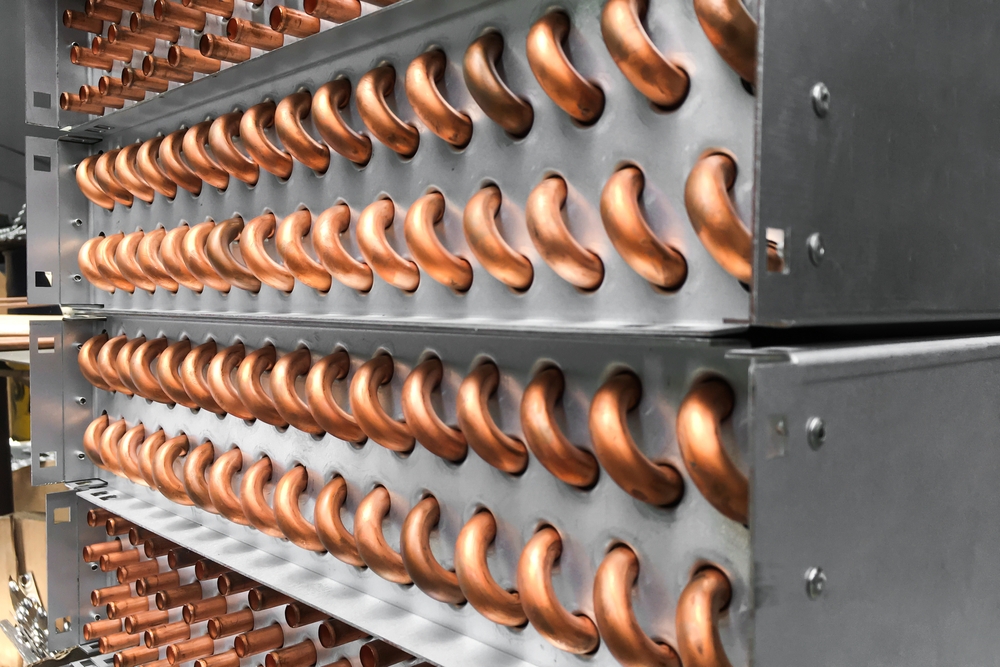
This diversity enables evaporator manufacturer companies to deliver industry-specific solutions. Technical features such as material selection (stainless steel, aluminum, or copper), heat transfer coefficient, system pressure, and refrigerant type significantly influence evaporator performance. For example, stainless steel evaporators offer corrosion resistance, while copper tubes provide superior thermal conductivity.
Applications of Evaporators Across Industries
While cooling systems are often associated with household refrigerators and air conditioners, evaporators have a much broader range of applications. Here are key industries and example applications where evaporators are indispensable:
- Domestic Cooling: Refrigerators and freezers rely on evaporators to maintain cold interiors. Modern appliances use energy-efficient evaporators to reduce power consumption.
- Commercial Cooling: Cold storage units, display cases, and beverage coolers in supermarkets utilize fan-assisted evaporators to keep products fresh.
- Industrial Cooling: Chemical, pharmaceutical, and food processing plants use evaporators for large-scale cooling and concentration processes. For instance, pharmaceutical facilities require specialized evaporators for precise temperature control.
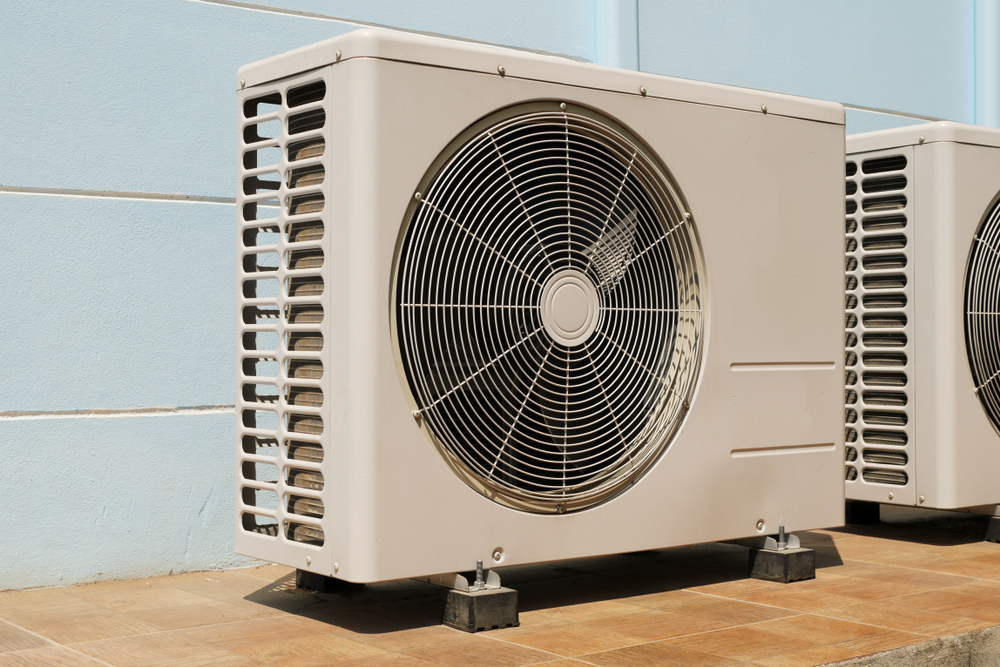
- Air Conditioning Systems: Air conditioners and HVAC systems rely on evaporators to cool warm air, ensuring comfortable indoor environments. VRF systems incorporate evaporators for enhanced energy efficiency.
- Food and Beverage Industry: Flash evaporators are used to concentrate liquids like fruit juices, dairy products, wine, and beer, maintaining product quality while optimizing energy use.
- Marine and Transportation: Evaporators are critical in cold chain logistics, preventing spoilage during long-distance transport. Reefer containers rely on evaporators for reliable cooling.
- Energy Production: Some power plants use evaporators to recover waste heat, improving energy efficiency and reducing environmental impact.
This wide range of applications underscores the need for evaporator manufacturer companies to invest in R&D and industry-specific expertise. For instance, companies like Ahmet Yar in Türkiye design specialized evaporators for the food industry, addressing unique sectoral demands.
Key Considerations When Choosing an Evaporator Manufacturer
Selecting the right evaporator manufacturer is critical for your business’s long-term success. A poor choice can lead to energy losses, high maintenance costs, or system failures. Here are key factors to consider when choosing a manufacturer:
- Technological Expertise: Ensure the manufacturer uses cutting-edge technology to produce high-efficiency, eco-friendly evaporators. For example, Alfa Laval’s plate flash evaporators are renowned for their compact design and energy savings.
- Customization Capabilities: Different industries have unique needs. The manufacturer should offer tailored solutions, such as custom evaporators for food processing plants to enhance product quality.
- After-Sales Support: Installation, maintenance, and repair services are essential for long-term evaporator performance. Manufacturers offering 24/7 technical support should be prioritized.
- Energy Efficiency: With energy costs being a significant expense, energy-efficient evaporators provide long-term cost savings.
- References and Experience: A manufacturer’s past projects, client testimonials, and industry experience reflect its reliability. For example, Frigo Block, with 35 years of experience, is a leader in Türkiye’s cooling industry.
- Certifications and Standards: Verify that the manufacturer complies with international standards like ISO 9001, CE, or ASHRAE.
- Material Quality: The materials used in evaporators (e.g., stainless steel or copper) affect corrosion resistance and heat transfer performance, impacting system longevity.
These criteria help you select a evaporator manufacturer that optimizes system performance for your specific needs.
Innovations and Future Trends in Evaporator Manufacturing
In recent years, evaporator manufacturer companies have focused on technological advancements and sustainability-driven solutions. Here are the latest trends and future expectations in evaporator production:
- Energy Efficiency and Eco-Friendly Designs: Next-generation evaporators consume less energy while delivering superior performance. For instance, the use of low global warming potential (GWP) refrigerants like R32 and R1234yf is on the rise.
- Smart Control Systems: IoT-enabled evaporators offer remote monitoring, data analytics, and automated optimization, reducing maintenance costs and preventing system failures.
- Compact and Modular Designs: Plate evaporators and flash evaporators occupy less space while maintaining high efficiency, ideal for facilities with spatial constraints.
- Recycling and Sustainability: Manufacturers increasingly use recyclable materials like stainless steel, which is both durable and environmentally friendly.
- Artificial Intelligence and Automation: AI-based control algorithms optimize energy consumption and enhance system performance.
- Hybrid Systems: Evaporators integrated with renewable energy sources, such as solar-powered cooling systems, are gaining traction.
- Nanotechnology Applications: Nanocoatings reduce corrosion on evaporator surfaces, improving heat transfer efficiency and longevity.
These trends position evaporator manufacturer companies at the forefront of global competition. For example, companies like Günay Heat Exchangers stand out with their focus on energy efficiency and sustainable solutions.
Evaporator Maintenance and Performance Optimization
Evaporators in cooling systems are susceptible to dust, dirt, corrosion, and other contaminants, which can reduce performance and increase energy consumption. Regular maintenance is essential for ensuring long-term efficiency and durability. Here are key maintenance steps for evaporators:
- Surface Cleaning: Dust and dirt buildup on evaporator surfaces reduces heat transfer efficiency. Regular cleaning prevents performance losses.
- Sensor and Control System Checks: Evaporator sensors play a critical role in managing the refrigeration cycle. Faulty sensors can compromise system efficiency.
- Refrigerant Levels: Maintaining the correct refrigerant level is vital for optimal evaporator performance. Incorrect levels can lead to system failures.
- Corrosion Prevention: Even with corrosion-resistant materials like stainless steel, regular corrosion checks are necessary.
- Professional Technical Support: Periodic inspections by expert technicians prevent potential issues and extend system lifespan.
- Energy Consumption Analysis: Monitoring evaporator energy usage helps optimize performance and reduce costs.
- Airflow Optimization: In fan-assisted evaporators, ensuring unobstructed airflow is critical for uniform cooling.
These maintenance steps extend the lifespan of an evaporator and optimize energy costs. For example, regular maintenance of a plate evaporator can reduce energy consumption by up to 20%.
Impact of Evaporators on Energy Efficiency
Energy efficiency is a top priority in modern cooling systems design, and evaporators significantly influence overall energy consumption. A high-efficiency evaporator reduces operating costs and environmental impact. For instance, optimized heat transfer surfaces and low-pressure drop designs minimize energy usage. The choice of materials, such as copper or aluminum, also enhances efficiency by improving heat transfer, allowing the system to operate with less energy.
Evaporator manufacturer companies leverage innovative materials and designs to provide competitive advantages. For example, microchannel technology in next-generation evaporators achieves higher heat transfer in smaller surface areas, ideal for compact systems. Additionally, evaporators with energy efficiency certifications, such as Energy Star, help businesses meet sustainability goals.
Environmental Impact and Sustainability of Evaporators
Today, evaporator manufacturer companies prioritize solutions that reduce environmental impact. Refrigerants used in cooling systems significantly affect global warming and the ozone layer. As a result, low-GWP refrigerants, such as R1234yf and CO2, are increasingly adopted in next-generation evaporators. Additionally, the use of recyclable materials like stainless steel and aluminum in production enhances sustainability while maintaining durability.
The energy efficiency of evaporators also contributes to reducing carbon footprints. For example, a food processing plant using an energy-efficient evaporator can significantly lower its annual CO2 emissions, aligning with corporate sustainability objectives.